{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Drawstring Key Bag




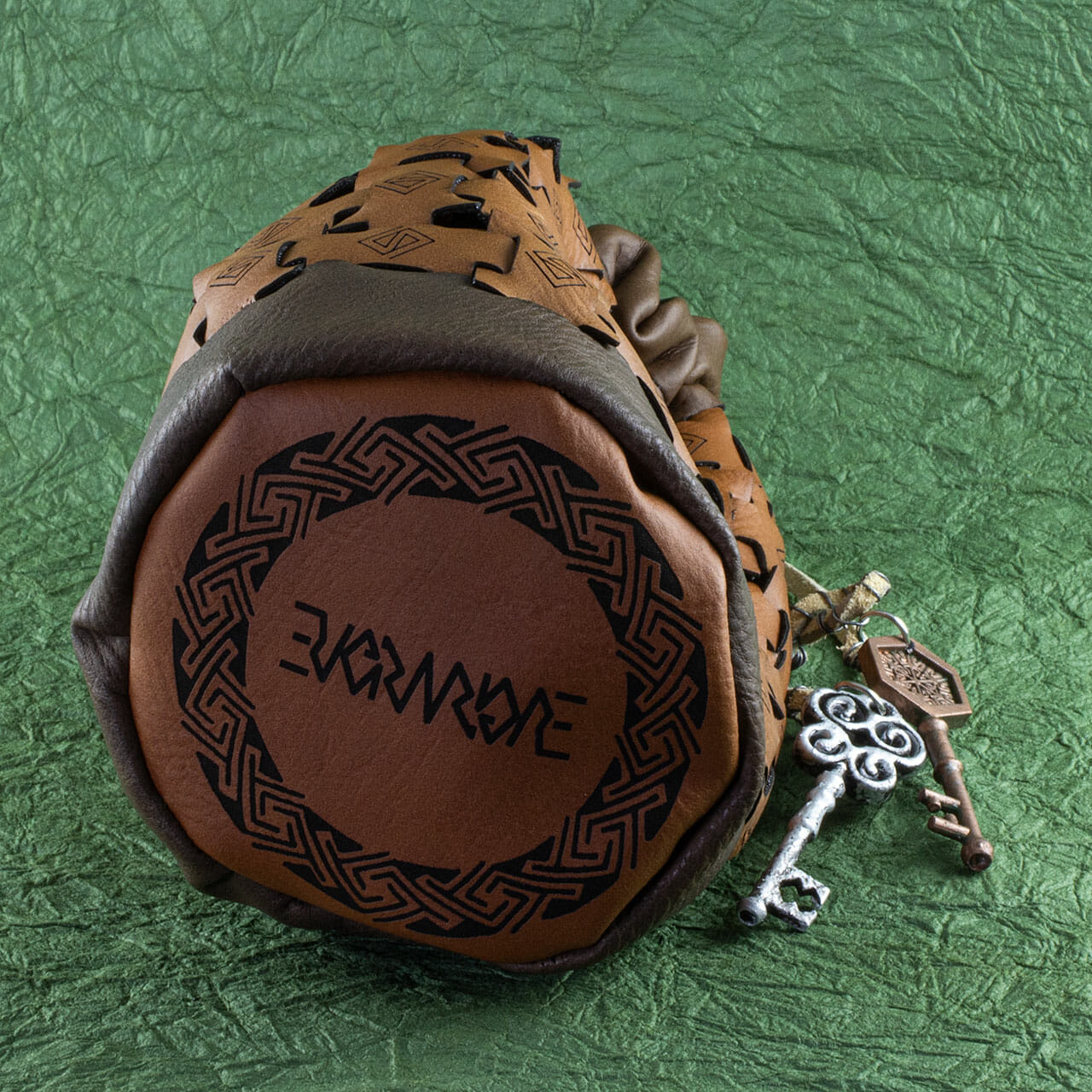
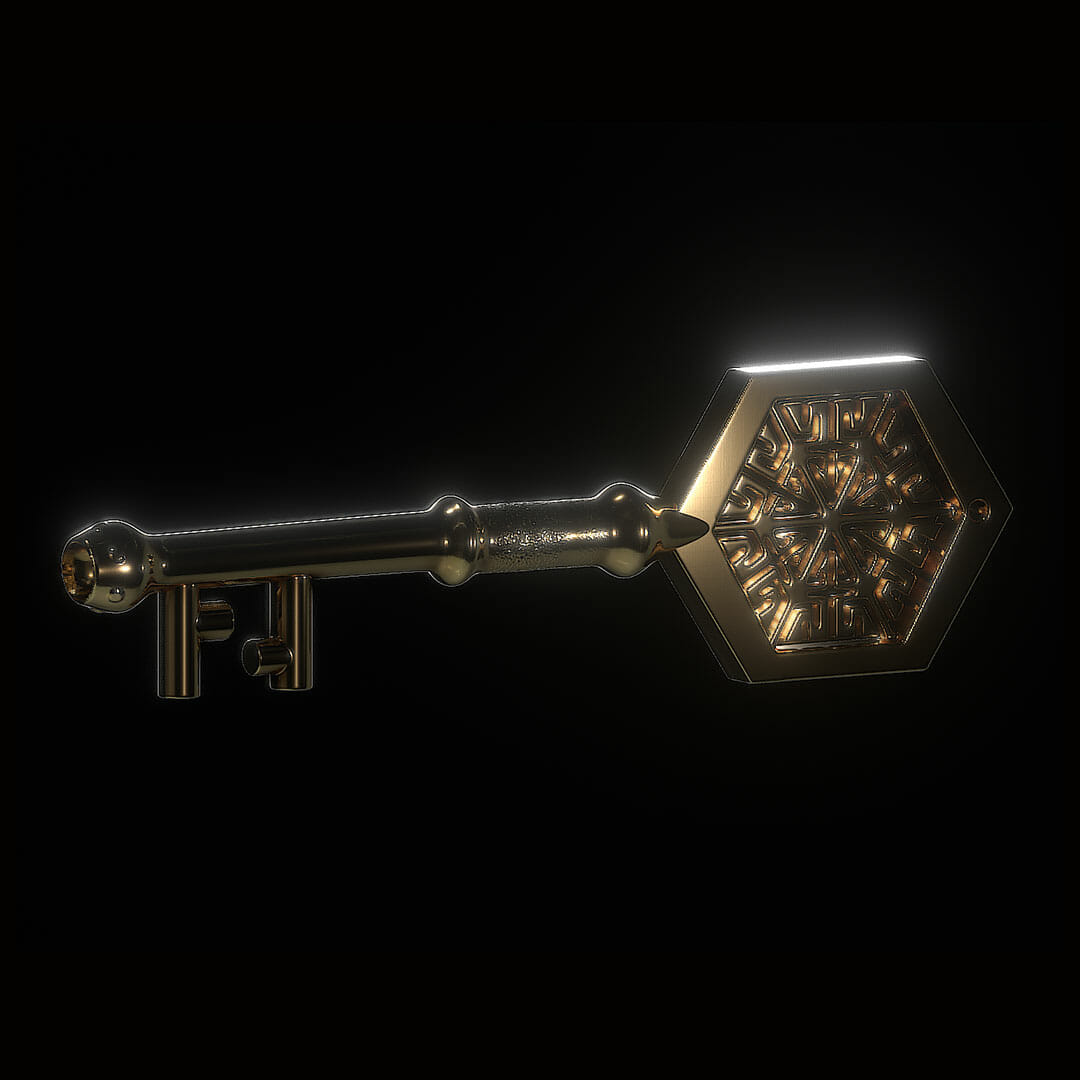

This file is for personal, non-commercial use only. Note that, by referencing these, you are agreeing to release any variations you create under identical terms.
![]()
{kind=link}
Celtic Knots in 3D

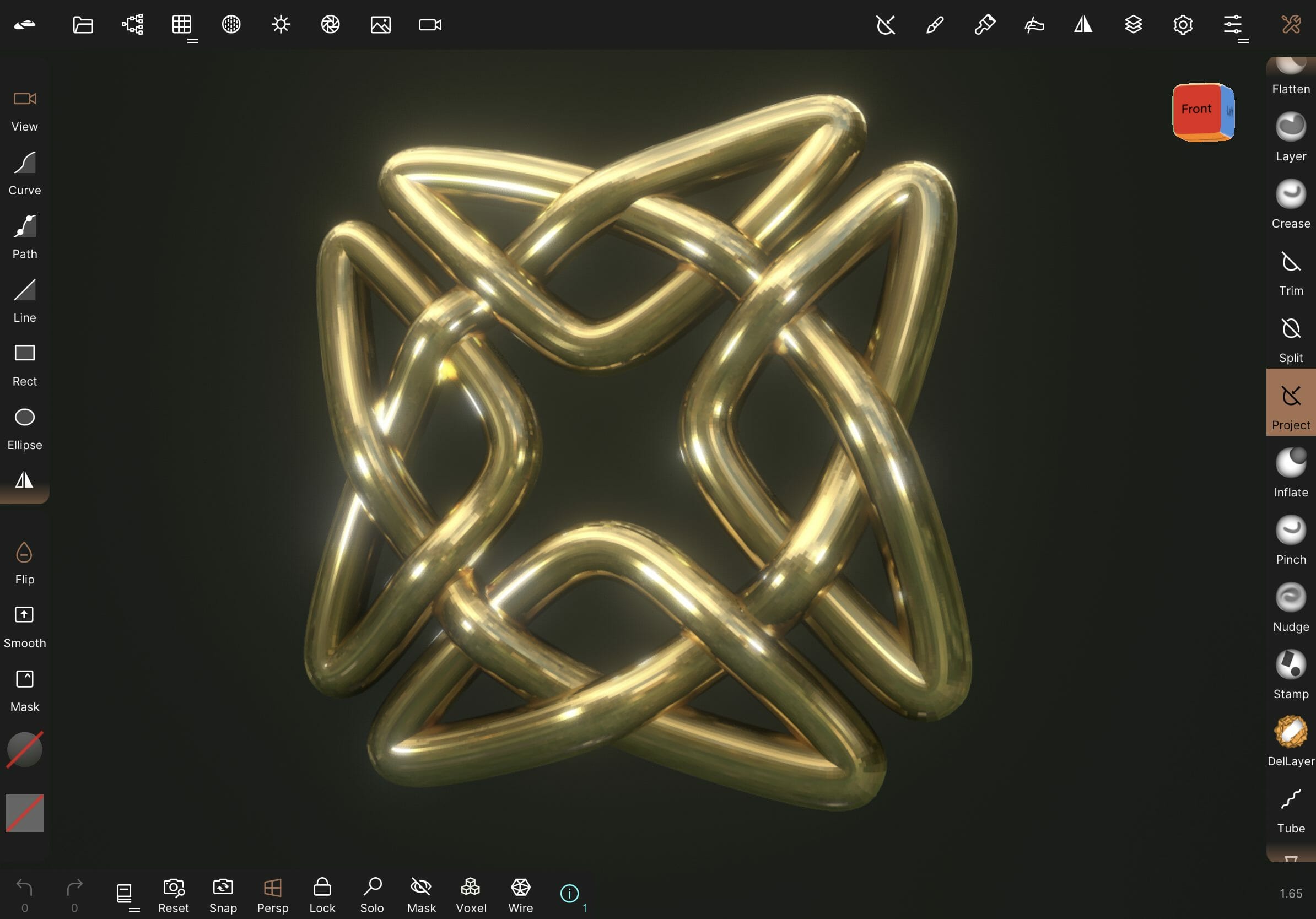
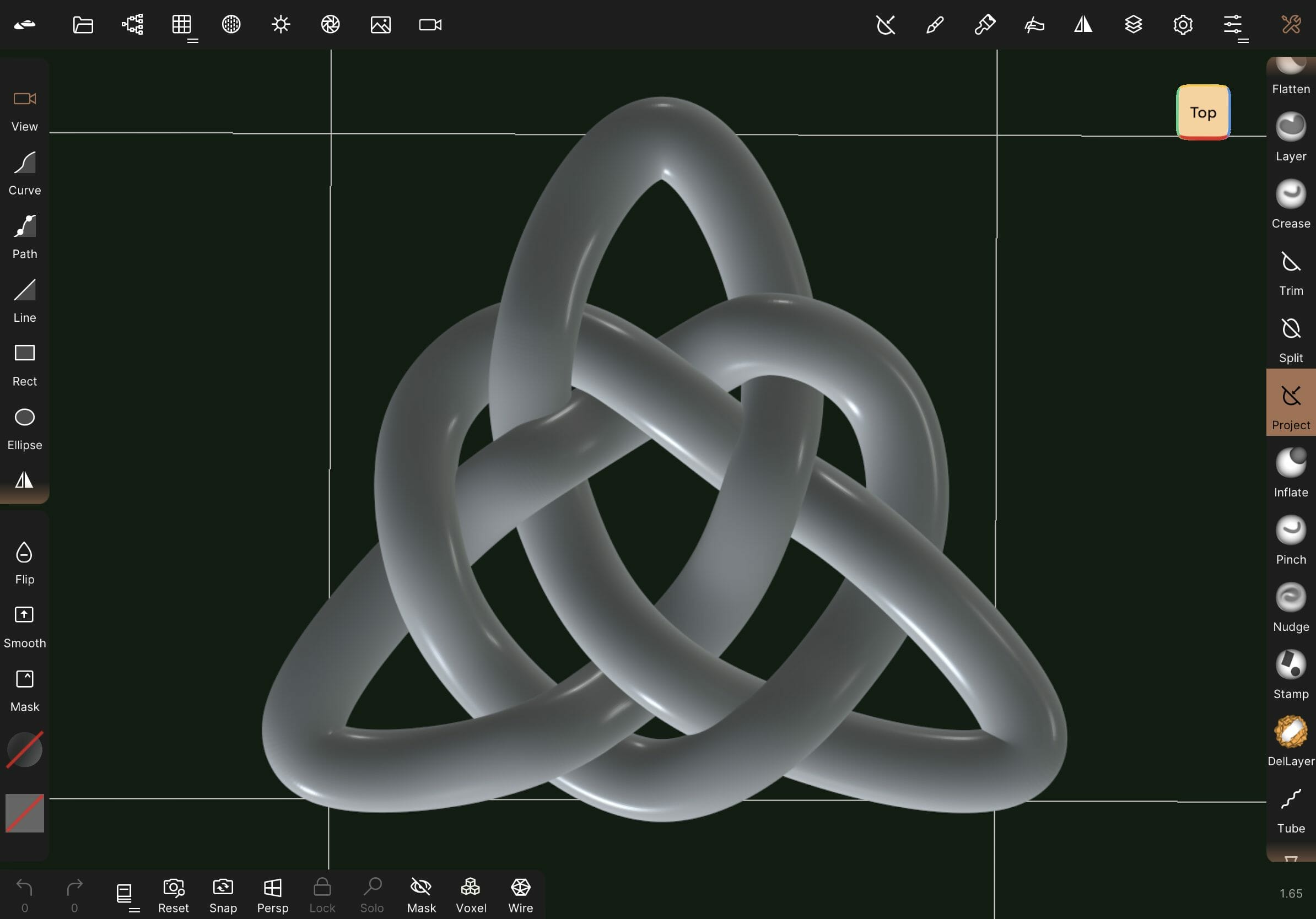
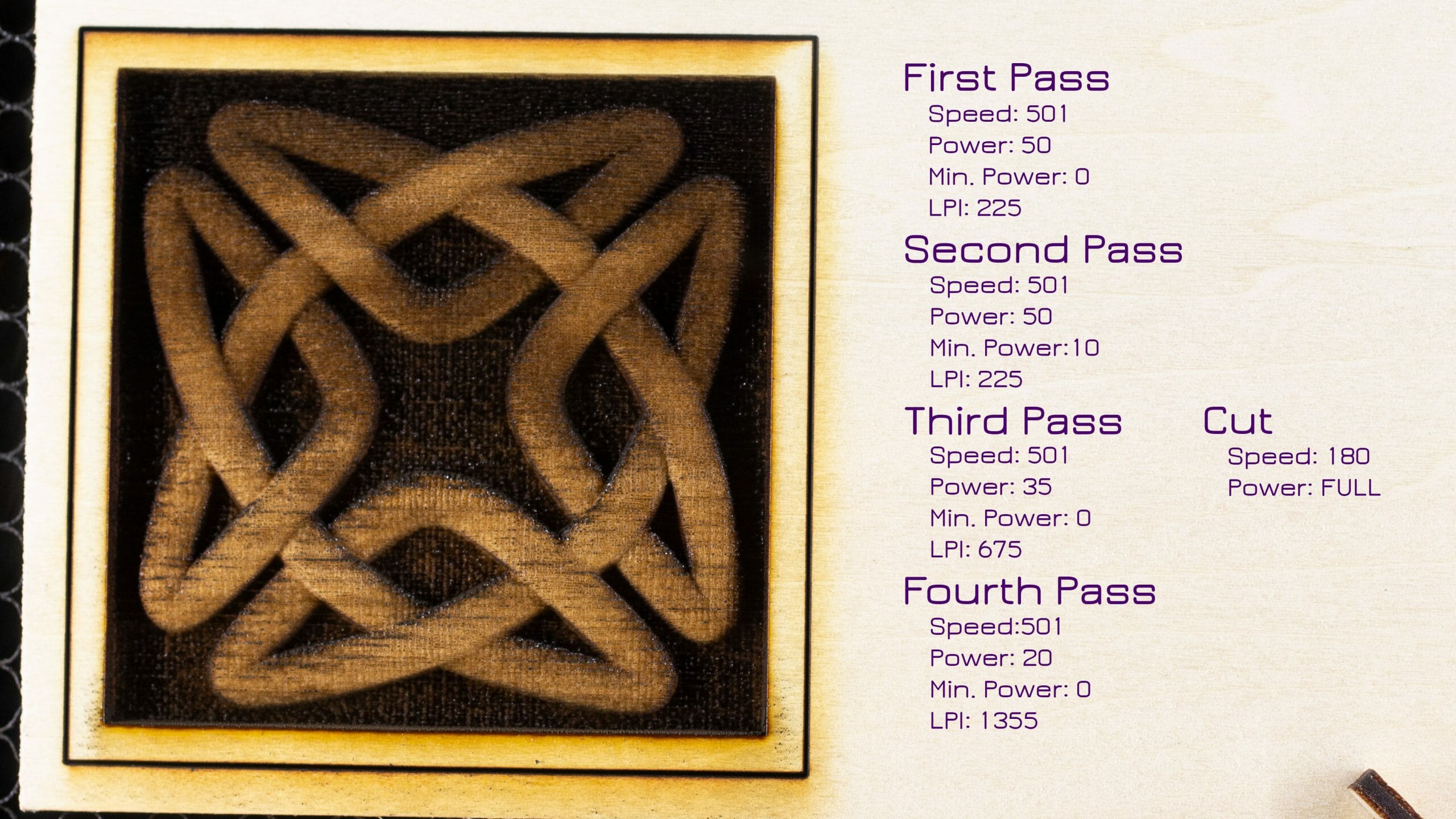
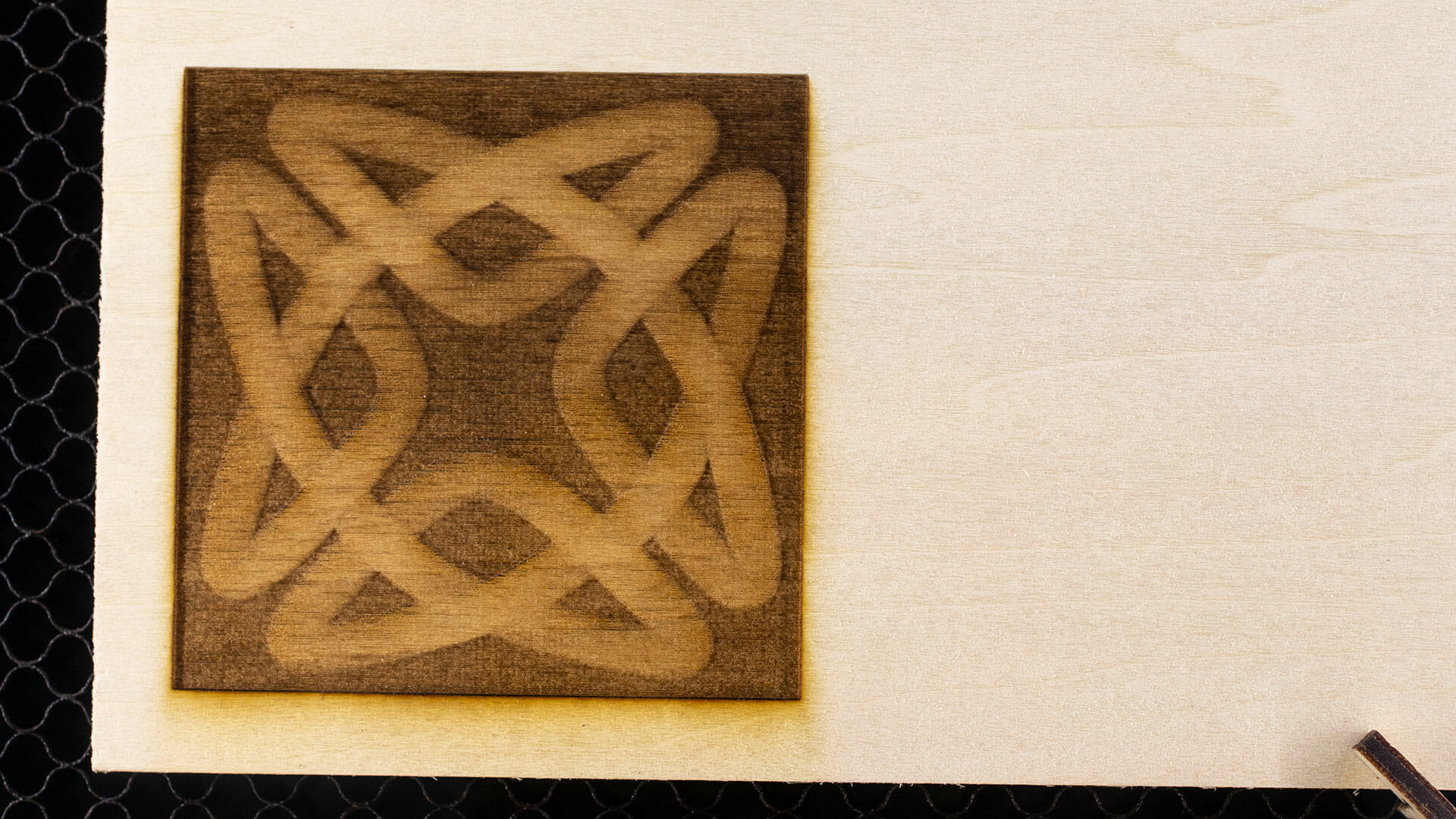
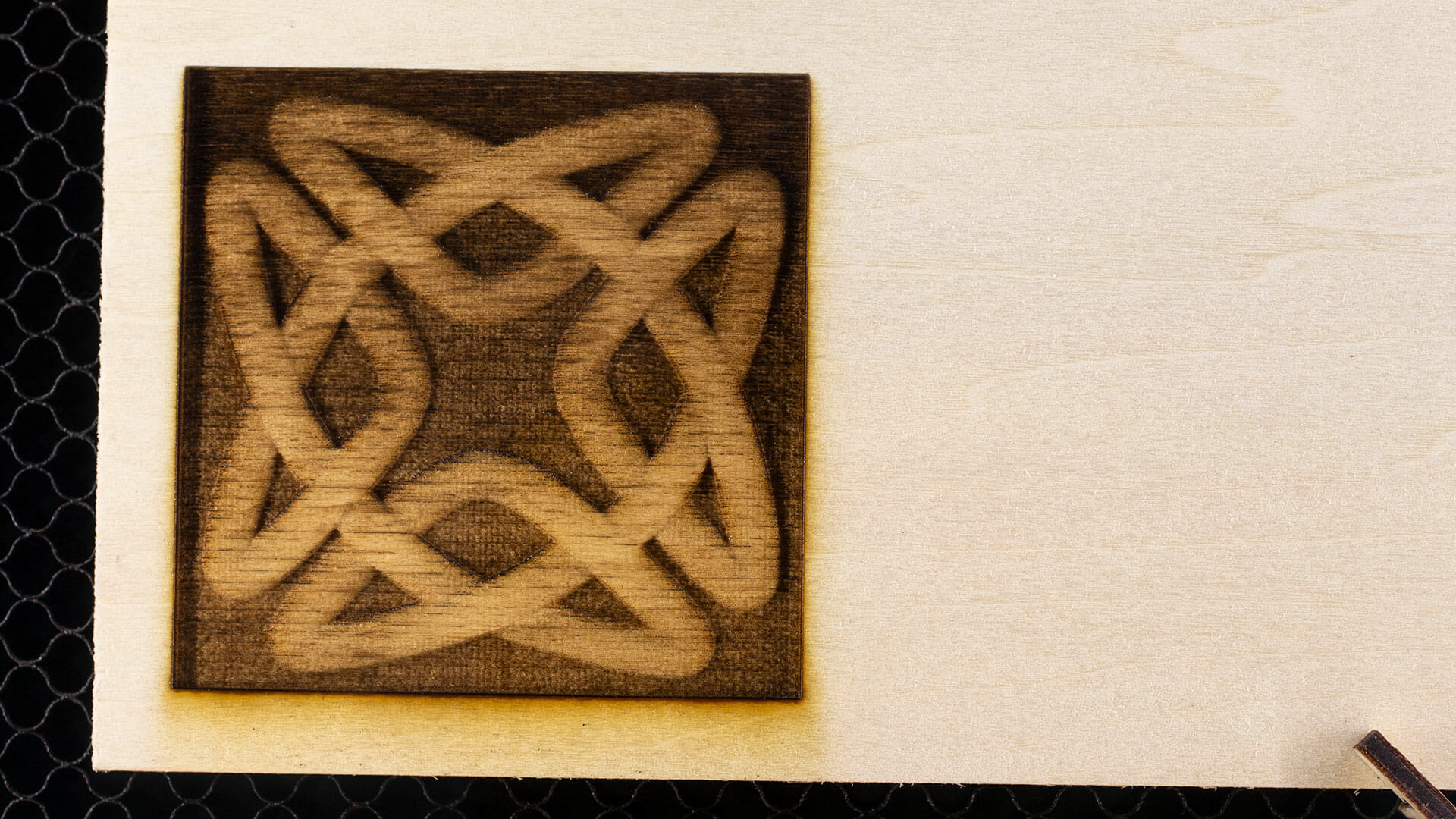








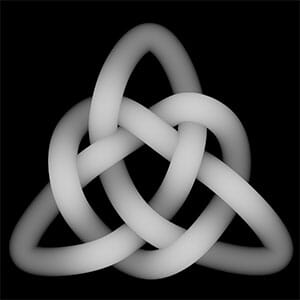

This file is for personal, non-commercial use only. Note that, by referencing these, you are agreeing to release any variations you create under identical terms.
![]()